
פאַרשידן שפּול וויינדינג ווירעס, טאָפּל דראָט, מאַלטי דראָט, שטיקל ווונד ספּעציעל ינדאַקטאַנס, פּאַראַלעל ינאַמאַלד דראָט, פאַרשידן ספּעסאַפאַקיישאַנז קאַסטאַמייזד
1.jpg)


פּראָדוקט באַשרייַבונג
1. פֿעיִקייטן:קאַסטאַמייזד ספּעסאַפאַקיישאַנז און ווערייאַטיז פון ינסאַליישאַן שיכטע, און די ייבערפלאַך שיכטע קענען זיין קאָוטאַד מיט זיך-קלעפּיק שיכטע.
2. ספּעסיפיקאַטיאָן קייט:איין שורה מיט די זעלבע ספּעסאַפאַקיישאַנז אָבער פאַרשידענע פארבן, פאַרשידענע ספּעסאַפאַקיישאַנז און פאַרשידענע ווערייאַטיז (איין שורה באַשרייַבונג קייט: 0.03מם-0.500מם).
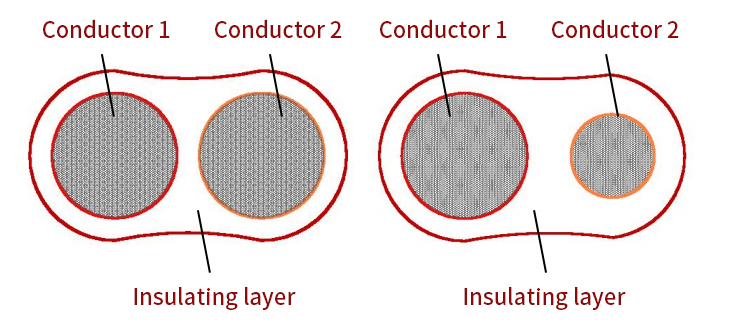
3. פּראָדוקט אַפּלאַקיישאַן:עס איז דער הויפּט געניצט אין הויך פאָדערונג טאָפּל / מולטי דראָט פּאַראַלעל ווונד פּראָדוקטן, אַזאַ ווי ספּעציעל ינדאַקטערז, רף טראַנספאָרמערס, עטק; עס קענען זיין ווונד אין צוויי / דריי / פינף שפּול קהילות מיט פאַרשידענע פארבן און גאָר קאָנסיסטענט קעגנשטעל / ינדאַקטאַנס און אנדערע פּאַראַמעטערס, אָדער אין צוויי / דריי / פינף שפּול קהילות מיט פאַרשידענע ספּעסאַפאַקיישאַנז אָבער יידעניקאַל דראָט לענג.
4. די סכעמאַטיש דיאַגראַמע איז ווי גייט:

פּראָצעס לויפן פון ינאַמאַלד דראָט
1, צאָלונג אַוועק:אויף אַ נאָרמאַלי אַפּערייטינג ינאַמאַלד מאַשין, רובֿ פון די אָפּעראַטאָר ס ענערגיע און גשמיות שטאַרקייט זענען קאַנסומד אין די פּייינג אַוועק טייל. ריפּלייסינג די פּייינג אַוועק שפּול מאכט דער אָפּעראַטאָר באַצאָלן אַ פּלאַץ פון אַרבעט. די קוואַליטעט פּראָבלעמס און אָפּעראַציע פייליערז זענען גרינג צו פאַלן אויף די שורה צו שורה דזשוינץ. די עפעקטיוו אופֿן איז צו באַצאָלן אַוועק אין גרויס קאַפּאַציטעט. דער שליסל פון פּייינג אַוועק איז צו קאָנטראָלירן די שפּאַנונג. ווען די שפּאַנונג איז גרויס, עס וועט נישט בלויז דין די אָנפירער, מאַכן די ייבערפלאַך פון די אָנפירער פאַרלירן ברייטנאַס, אָבער אויך ווירקן פילע פּראָפּערטיעס פון די ינאַמאַלעד דראָט.
2, סטרעטשינג:דער ציל פון סטרעטשינג איז צו מאַכן די אָנפירער וואָס איז פאַרגליווערט רעכט צו לאַטאַס טוישן בעשאַס די סטרעטשינג פּראָצעס פון די פורעם העאַטעד אין אַ זיכער טעמפּעראַטור, אַזוי אַז די בייגיקייַט פארלאנגט דורך דעם פּראָצעס קענען זיין געזונט נאָך די מאָלעקולאַר לאַטאַס ריעריינדזשמאַנט. אין דער זעלביקער צייט, די ריזידזשואַל שמירעכץ און ייל פלעק אויף די אָנפירער ייבערפלאַך בעשאַס די סטרעטשינג פּראָצעס קענען זיין אַוועקגענומען, אַזוי אַז דער אָנפירער קענען זיין לייכט פּיינטיד און די קוואַליטעט פון די ינאַמאַלעד דראָט קענען זיין געראַנטיד.
3, געמעל:געמעל איז דער פּראָצעס פון קאָוטינג די ינאַמאַלעד דראָט פאַרב אויף די מעטאַל אָנפירער צו פאָרעם אַ מונדיר פאַרב שיכטע מיט אַ זיכער גרעב.
4, באַקינג:ווי געמעל, באַקינג איז אַ סייקליק פּראָצעס. ערשטער, די סאַלוואַנט אין די פאַרב לייזונג איז יוואַפּערייטיד, דעמאָלט געהיילט צו פאָרעם אַ פילם, און דעמאָלט דער פאַרב איז בייקט. פּאַלוטאַנץ וועט זיין דזשענערייטאַד אין די באַקינג פּראָצעס, אַזוי די אויוון וועט זיין דיסטשאַרדזשד מיד. אין אַלגעמיין, קאַטאַליטיק קאַמבאַסטשאַן הייס לופט סערקיאַליישאַן אויוון וועט זיין געניצט. אין דער זעלביקער צייט, די סומע פון אָפּזאָגן פון וויסט זאָל נישט זיין צו גרויס אָדער צו קליין. ווייַל אַ גרויס סומע פון היץ וועט זיין גענומען אַוועק אין דעם פּראָצעס פון וויסט אָפּזאָגן, אַזוי וויסט אָפּזאָגן וועט ניט בלויז ענשור זיכער פּראָדוקציע און פּראָדוקט קוואַליטעט, אָבער אויך נישט פירן צו אַ גרויס סומע פון היץ אָנווער.
5, קאָאָלינג:די ינאַמאַלעד דראָט וואָס קומט אויס פון די ויוון האט הויך טעמפּעראַטור, ווייך פּיינט פילם און נידעריק שטאַרקייַט. אויב עס איז נישט קולד אין צייט, די פּיינט פילם וואָס גייט דורך די פירער ראָד וועט זיין דאַמידזשד, וואָס וועט ווירקן די קוואַליטעט פון די ינאַמאַלעד דראָט.
6, לובריקיישאַן:די לובריקיישאַן פון ינאַמאַלעד דראָט האט אַ גרויס שייכות מיט די טייטנאַס פון נעמען-אַרויף. די שמירעכץ געניצט פֿאַר די ינאַמאַלעד דראָט וועט קענען צו מאַכן די ייבערפלאַך פון די ינאַמאַלעד דראָט גליטשיק, אָן שאָדן צו די דראָט, אָן אַפעקטינג די שטאַרקייַט פון די נעמען-אַרויף שפּול און אָן אַפעקטינג די נוצן פון די באַניצער. די ידעאַל סומע פון ייל איז צו מאַכן די ינאַמאַלעד דראָט פילן גליטשיק, אָבער קיין קלאָר ווי דער טאָג ייל קענען זיין געזען אויף די האַנט. פֿון אַ קוואַנטיטאַטיווע פּערספּעקטיוו, 1 ג פון לובריקייטינג ייל קענען זיין קאָוטאַד אויף די ייבערפלאַך פון 1 ㎡ ינאַמאַלד דראָט.
7, דראָט נעמען-אַרויף:דער ציל פון דראָט נעמען-אַרויף איז צו ייַנוויקלען די ינאַמאַלד דראָט אַנטו די שפּולקע קעסיידער, טייטלי און יוואַנלי. עס איז פארלאנגט אַז די נעמען-אַרויף מעקאַניזאַם זאָל זיין געטריבן סטאַביל, מיט נידעריק ראַש, געהעריק שפּאַנונג און רעגולער דראָט אָרדענונג.
נאָך וויסן די פּראָדוקציע פּראָצעס פון ינאַמאַלעד דראָט אין דעטאַל, טאָן איר טראַכטן עס איז נישט גרינג צו פּראָדוצירן ינאַמאַלעד דראָט וואָס טרעפן די נאָרמאַל רעקווירעמענץ, ווייַל יעדער פּראָצעס שריט, אַזאַ ווי באַקינג אָדער געמעל, וועט ווירקן די קוואַליטעט פון ינאַמאַלעד דראָט, און דאָס איז אויך אַפעקטאַד דורך רוי מאַטעריאַלס, קוואַליטעט, סוויווע, פּראָדוקציע ויסריכט און אנדערע סיבות, אַזוי די פּראָדוקט קוואַליטעט וועט זיין אַנדערש. כאָטש די קוואַליטעט קעראַקטעריסטיקס און בראַנדז פון פאַרשידן ענאַמאַלעד ווירעס זענען אַנדערש, זיי בייסיקלי האָבן פיר פּראָפּערטיעס, ניימלי מעטשאַניקאַל פּראָפּערטיעס, כעמישער פּראָפּערטיעס, עלעקטריקאַל פּראָפּערטיעס און טערמאַל פּראָפּערטיעס.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
